

Weld line is an important factor affecting the quality of plastic parts. For example, in the automobile industry, For example, in the automobile industry, automobile bumpers, End Fitting, etc, unqualified plastic parts directly lead to the decline of automobile quality and even endanger people’s life safety. Therefore, it is of great practical significance to study the formation process and influencing factors of weld lines and find ways to eliminate weld lines.
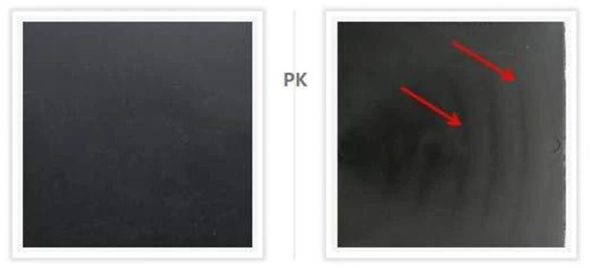
There are two basic types of weld lines in injection molded parts: one is cold weld line; The other is hot-melt weld mark.
Influencing factors of weld line and measures for improvement and elimination
1. Influence of injection molding process parameters on weld line
a. Effect of temperature
Increasing the temperature can accelerate the relaxation process of the polymer and reduce the time of molecular chain entanglement, which is more conducive to the full fusion, diffusion and entanglement of the molecules at the front end of the material, so as to improve the strength of the weld line area.The melt temperature has the greatest influence on the weld line strength of ABS plastic parts.
b. Effect of injection pressure and holding pressure
Injection pressure is an important factor in plastic melt filling and molding. Its role is to overcome the resistance of plastic melt flowing in barrel, nozzle, gating system and cavity, give sufficient filling speed to plastic melt, and compact the melt to ensure the quality of injection molded products.
c. Effect of injection speed and injection time
Increasing the injection speed and shortening the injection time will reduce the flow time before the melt front meets, reduce the heat loss, strengthen the shear heat generation, reduce the melt viscosity and increase the fluidity, so as to improve the strength of the weld line.

2. Influence of die design on weld line
a. Design of gating system
The more the number of gates, the more weld marks will be produced. If the melt in front of the material flow from each gate cannot be fused well, the weld marks will be aggravated and the quality of plastic parts will be seriously affected.
b. Design of exhaust system and cold charging well
The residual gas generated due to poor exhaust is compressed in the mold cavity during the injection process, which will not only burn the products, but also lead to the appearance of fusion marks.
c. Design of temperature control system
The lower the mold temperature, the more unfavorable to the full fusion of the melt.
d. Design of surface roughness of cavity and core
The surface roughness of cavity and core will also affect the filling flow velocity of plastic melt.
e. Improvement of die structure in other aspects
The utility model relates to a mold structure which can eliminate the appearance fusion mark of a porous injection molded product. The specific method is that when the product is just injected and filled in the mold cavity, the soft material melt in the mold cavity is cut by using a core insert to obtain the product hole.
3. Influence of sequential valve needle gate technology on weld line
In the highly automated mass production process of products, almost all large injection molding parts adopt hot runner system. For this kind of plastic parts, multi gate glue feeding can ensure the complete filling of the cavity and improve the filling efficiency, but it will inevitably produce branch material flow, resulting in the emergence of weld lines. By opening the gate valve needle in sequence, the melt flow can be fused to both ends of the cavity in turn, so as to solve the problem of weld mark.
4. Other methods to improve the strength of weld line
a. Double push mold filling method
b. Vibration assisted injection molding
Post time: May-13-2022